Kokkulepe
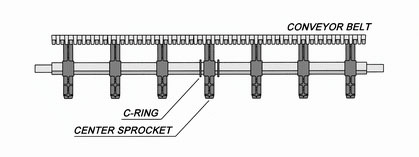
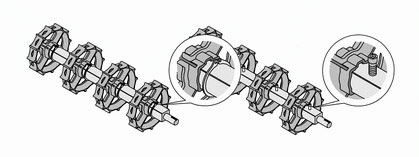
Keskmine ketiratas peab olema seatud konveierilintide laiuse keskmisesse asendisse, et transpordisuund oleks konveieri töötamise ajal joondatud.Veo-/tühikäigu ketirattad tuleb mõlemal küljel kinnitada C-kujuliste kinnitusrõngastega, et ketirattad oleksid õiges asendis lukustatud.Need kinnitusrattad tagavad positiivse rööbastee, et lint konveieri külgraamide vahel korralikult töötaks.
Välja arvatud see, et keskmine ketiratas peab olema seatud võlli keskmisesse asendisse, pole teisi ketirattaid vaja kinnitada;neil on lubatud vabalt rihmaga haarduda soojuspaisumise ja kokkutõmbumise olukorras. See ajamimeetod võib ära hoida rihma ja ketirataste vale haardumise.
Ketirataste vahekauguse kohta vaadake vasakpoolses menüüs jaotist Ketirataste vahe.
Pöörleva konveierilindi ketiratta paigutus
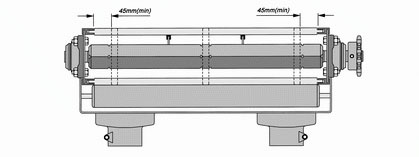
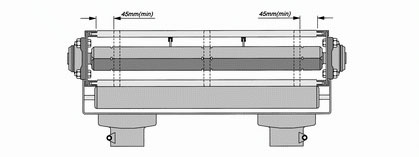
Ketirataste paigutamisel ei tohi vahekaugus olla suurem kui 145 mm ja keskmine ketiratas tuleb kinnitada kinnitusrõngastega.
Kui konveierisüsteemi pikkus on alla 4-kordse lindi laiuse, ei tohi vahekaugus olla suurem kui 90 mm.Välise ketiratta ja rihma serva vaheline kaugus peab olema üle 45 mm.
Ketirataste vahekauguse kohta vaadake vasakpoolses menüüs jaotist Ketirataste vahe.
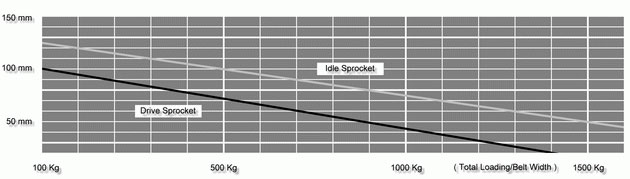
100. seeria ketiratta vaheskeem
Märkmed
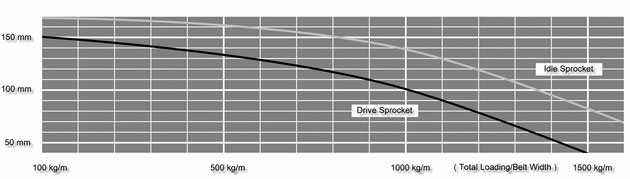
Ülaltoodud graafik on ketiratta keskpunkti vahekauguse andmed;need andmed on ligikaudsed ja ainult viitamiseks.Palun seadke projekteerimise ja töötlemise ajal esikohale tegelik asend, milles ketirattad rihmaga haakuvad.
Palun vaadake kõverate andmeid ja määrake ketirataste paigaldamisel vahekaugus.See peab olema jaotatud keskmiselt ja väiksem kui kõvera andmed.
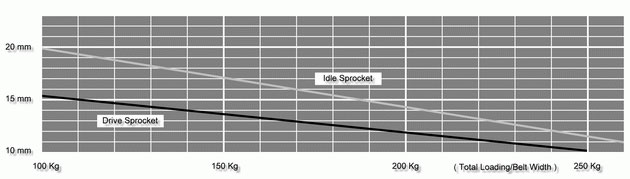
200. seeria ketiratta vaheskeem
Märkmed
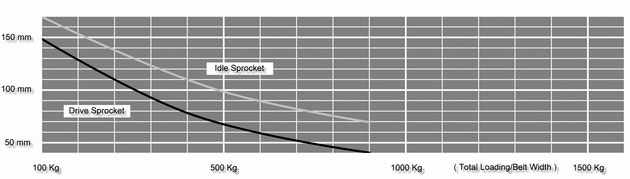
Ülaltoodud graafik on ketiratta keskpunkti vahekauguse andmed;need andmed on ligikaudsed ja ainult viitamiseks.Palun seadke projekteerimise ja töötlemise ajal esikohale tegelik asend, milles ketirattad rihmaga haakuvad.
Palun vaadake kõverate andmeid ja määrake ketirataste paigaldamisel vahekaugus.See peab olema jaotatud keskmiselt ja väiksem kui kõvera andmed.
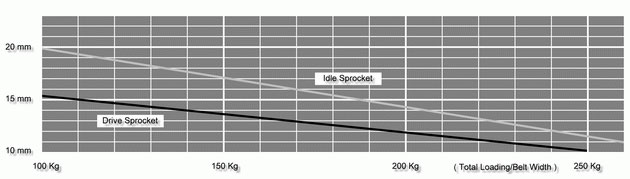
300. seeria ketiratta vaheskeem
Märkmed
Ülaltoodud graafik on ketiratta keskpunkti vahekauguse andmed;need andmed on ligikaudsed ja ainult viitamiseks.Palun seadke projekteerimise ja töötlemise ajal esikohale tegelik asend, milles ketirattad rihmaga haakuvad.
Palun vaadake kõverate andmeid ja määrake ketirataste paigaldamisel vahekaugus.See peab olema jaotatud keskmiselt ja väiksem kui kõvera andmed.
400. seeria ketiratta vaheskeem
Märkmed
Ülaltoodud graafik on ketiratta keskpunkti vahekauguse andmed;need andmed on ligikaudsed ja ainult viitamiseks.Palun seadke projekteerimise ja töötlemise ajal esikohale tegelik asend, milles ketirattad rihmaga haakuvad.
Palun vaadake kõverate andmeid ja määrake ketirataste paigaldamisel vahekaugus.See peab olema jaotatud keskmiselt ja väiksem kui kõvera andmed.
500. seeria ketiratta vaheskeem
Märkmed
Ülaltoodud graafik on ketiratta keskpunkti vahekauguse andmed;need andmed on ligikaudsed ja ainult viitamiseks.Palun seadke projekteerimise ja töötlemise ajal esikohale tegelik asend, milles ketirattad rihmaga haakuvad.
Palun vaadake kõverate andmeid ja määrake ketirataste paigaldamisel vahekaugus.See peab olema jaotatud keskmiselt ja väiksem kui kõvera andmed.
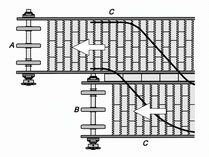
rist ja paralleel
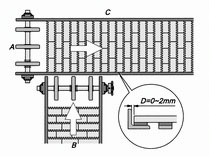
Konveierilintide kasutamisel ristühenduseks tuleb erilist tähelepanu pöörata ketirataste fikseeritud meetodile.
Kui konveier B ristub konveieriga A, tuleb konveieri A ketiratas, mis on konveieri B lähedal, fikseerida.Peale selle tuleb vähendada konveieri A väärtust D (tabel 9) ja lisada vahekaugus külje C väärtusele D. Kõik konveieri A paisumise tolerantsid hoitakse küljel C, et saavutada parim ühendusefekt.
Ketiratas konveierite paralleelseks ühendamiseks
Konveierilintide paralleelühenduse kasutamisel tuleb erilist tähelepanu pöörata mõlema konveieri veoratta kinnitamisele sellele küljele, mis on teise konveieri lähedal.Väärtuse D jaoks vaadake ülaltoodud joonist ja jätke paisumistolerantsi vahekaugus C-küljel, et kahe konveieri raamide vaheline kaugus väheneks temperatuuri muutumisel madalaima piirini.
Tühikäigu hammasratas
Keskustühikäiguvõlli ketiratas tuleks kinnitada kinnitusrõngastega, et transpordisuund oleks otsene ilma kaldu.Ajami ketirataste arv miinus 2 on tühikäigu ketirataste arv.Vahemaa peab jaotuma võllile keskmiselt.Tühikäigu hammasrataste kogus ei tohi olla väiksem kui 3 tükki.Vaadake vasakpoolses menüüs jaotist Sprocket Spacing.
Tühikäigu ketiratta paigutus konveierilindi pööramiseks
Tühikäiguvõlli ketiratta vahe ei tohi projekteerimise ajal olla suurem kui 150 mm.Kui konveierisüsteem on konstrueeritud kahesuunalise transpordina, peaks tühikäigu ketirataste paigutus olema sama, mis veoratastel.Vaadake vasakpoolses menüüs jaotist Sprocket Spacing.
Katkendlik operatsioon
Kui konveier töötab katkendlikult, võib kergesti ilmneda rihma nihkumine mõlemal küljel ja põhjustada rihma ja ketirataste vahel ebaõiget haardumist.Vabad ketirattad nihkuvad võlli mõlema külje poole, kuna need ei ole fikseeritud kinnitusrõngastega.Kui seisukorda ei reguleerita, mõjutab see konveieri tööd.
Kuusnurkne adapter
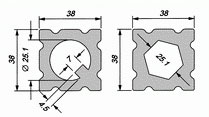
Toote kergeks laadimiseks võib veo-/tühikäiguvõll kasutada kandilise võlli töötlemise asemel ümara ava adapterit.Soovitatav kasutada kerge koormusega töökeskkonnas ja lindil, mille laius on 450 mm.
Kinnitusrõngad
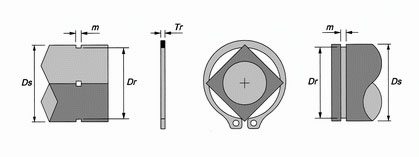
| DS | Kood | m | Tr | Dr | |
| Ruut | 38 mm | 52 | 2,2 mm | 2 mm | 47,8 mm |
| 50 mm | 68 | 2,7 mm | 5 mm | 63,5 mm | |
| 64 mm | 90 | 3,2 mm | 3 mm | 84,5 mm | |
| Ümmargune | 30 mm | 30 | 1,8 mm | 1,6 mm | 27,9 mm |
| ?45 mm | 45 | 2,0 mm | 1,8 mm | 41,5 mm | |