Märkused kontaktvõrgu sagimise kohta
Kui rihm töötab, on üsna oluline hoida õiget pinget, rihma sobivat pikkust ning rihma ja ketirataste vahel puuduvat kinnitust.Kui konveier töötab, neelab lisapikkus tagasivoolu teel oleva kontaktvõrgu nõtku, et säilitada lindi tõmbamiseks sobiv pinge.
Kui konveierilint on tagasiteel liiga pikk, puudub veo-/tühiratta ketiratta haardumine lindiga ja selle tulemusel murduvad ketirattad rööbastee või rööpad konveieri küljest lahti.Vastupidi, kui rihm on pingutatud ja lühike, siis tõmbepinge suureneb, see tugev pinge põhjustab rihma kandepinna tagasilangusseisundis või mootor on töö ajal ülekoormatud.Lindi pingutusjõust tingitud hõõrdumine võib vähendada konveierilindi eluiga.
Tulenevalt materjali füüsilisest seisundist soojuspaisumisest ja kokkutõmbumisest temperatuurimuutustes on vajalik kontaktvõrgu läbivajumise pikkust tagasisuunas suurendada või vähendada.Siiski on harva võimalik saada kontaktvõrgu vajumise mõõtmeid liitekohtade vahelise täpse mõõtme ja ketirataste ühendamisel vajaliku tegeliku mõõtme arvutamise kaudu.Projekteerimisel jäetakse see alati tähelepanuta.
Loetleme mõned näited praktilistest kogemustest täpse numbrilise analüüsiga, et kasutajad saaksid enne HOGNSBELT seeriatoodete kasutamist kasutada.Õige pinge reguleerimiseks vaadake selle peatüki jaotist Pinge reguleerimine ja kontaktvõrgu läbilangemise tabel.
Üldine transport
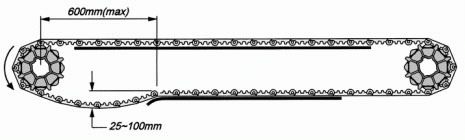
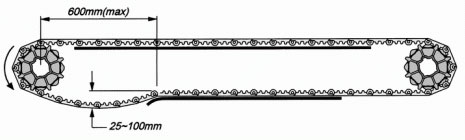
Üldiselt nimetasime konveieriks, mille pikkus on alla 2M, lühikeseks konveieriks.Lühimaatranspordi projekteerimiseks ei ole vaja kulumisribasid tagasiteele paigaldada.Kuid kontaktvõrgu vajumise pikkust tuleks kontrollida 100 mm piires.
Kui konveierisüsteemi kogupikkus ei ületa 3,5 m, peaks minimaalne kaugus veoratta ja tagasivoolu kulumisriba vahel olema 600 mm.
Kui konveierisüsteemi kogupikkus on üle 3,5 M, peaks veoratta ja tagasitee kulumisriba vaheline maksimaalne kaugus olema 1000 mm.
Keskmise ja pika vahemaa konveier
Konveieri pikkus on üle 20M ja kiirus alla 12m/min.
Konveieri pikkus on lühem kui 18m ja kiirus kuni 40m/min.
Kahesuunaline konveier
Ülaltoodud illustratsioonil on ühe mootoriga kahesuunaline konveier, kandetee ja tagastustee olid mõlemad projekteeritud kulumisribade toega.
Ülaltoodud joonisel on kahesuunaline kahe mootoriga konveier.Sünkroniseerija piduri ja siduripiduri seadme kohta pöörduge lisateabe saamiseks riistvarapoe poole.
Kesksõit
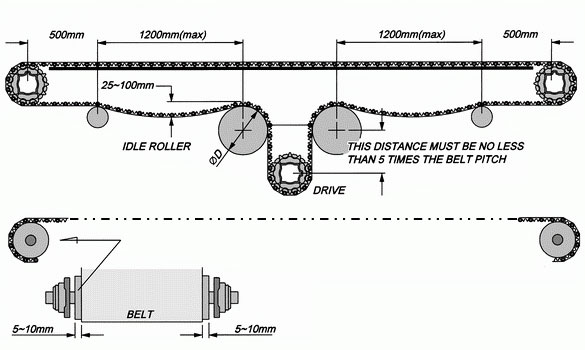
Vältimaks abitugevate laagrite kasutuselevõttu mõlema külje tühikäigu osade juures.
Tühirulli minimaalne läbimõõt - D ( tagasitee )
Ühik: mm
| seeria | 100 | 200 | 300 | 400 | 500 |
| D (min.) | 180 | 150 | 180 | 60 | 150 |
Märkused pinge reguleerimiseks
Konveierilindi töökiirus peab tavaliselt vastama erinevatele transpordieesmärkidele.HONGSEBLT konveierilint sobib erinevatele töökiirustele, HONGSEBLT konveierilindi kasutamisel pöörake tähelepanu lindi kiiruse ja kontaktvõrgu longuse pikkuse suhtele.Üheks peamiseks kontaktvõrgu vajumise funktsiooniks on lindi pikkuse suurenemise või vähenemise kohandamine.Kontaktvõrgu vajumise pikkust on vaja reguleerida õiges vahemikus, et säilitada rihma piisav pinge pärast veovõlli ketiratastega haardumist.See on üldises disainis väga oluline punkt.Turvavöö õigete mõõtmete kohta vaadake selle peatüki kontaktvõrgu läbilangemise tabelit ja pikkuse arvutamist.
Pinge reguleerimine
Mis puutub konveierilindi õige pinge saamiseks.Põhimõtteliselt ei pea konveierit konveieri raamile pinguse reguleerimise seadet paigaldama, see peab ainult suurendama või vähendama lindi pikkust, kuid sellelt õige pinge saamiseks on vaja palju tööaega.Seetõttu on konveieri veo-/veoratta pingereguleerimise paigaldamine lihtne viis ideaalse ja õige pinge saavutamiseks.
Kruvi stiili reguleerimine
Õige ja tõhusa rihmapinge saavutamiseks.Kruvitüüpi käigukastid muudavad reguleeritavate masinakruvide abil ühe käigu, tavaliselt tühikäigu, asendit.Võlli laagrid asetatakse konveieri raami horisontaalsetesse piludesse.Kruvitüüpi vastuvõtjaid kasutatakse võlli pikisuunas liigutamiseks, muutes seeläbi konveieri pikkust.Minimaalne vahemaa tühikualade vahel peab jätma vähemalt 1,3% konveieri raami pikkuse laiusest ja mitte vähem kui 45 mm.
Märkused madalal temperatuuril käivitamise kohta
Kui HONGSBELT rihma kasutatakse madalal temperatuuril, tuleb seda märgata rihma külmumisnähtuse suhtes käivitamise hetkel.Selle põhjuseks on asjaolu, et pärast viimast pesemist või sulgemist allesjäänud vesi tahkub, samal ajal kui madal temperatuur taastub normaalseks ja lindi liiteasend külmub;mis ummistab konveierisüsteemi.
Selle nähtuse vältimiseks töötamise ajal on vaja esmalt käivitada konveier töökorras ja seejärel käivitada sügavkülmiku ventilaatorid ülejäänud vee järkjärguliseks kuivatamiseks, et ühendusasend püsiks aktiivses olekus.See protseduur võimaldab vältida konveieri purunemist tugeva pinge tõttu, mis on põhjustatud lindi ühendusasendisse jääva vee jäätumisest.
Gravitatsioonistiilis vastuvõturull
Madala temperatuuriga töötingimustes võivad tugisiinid äärmisel külmal temperatuuril kokkutõmbumise tõttu deformeeruda ja ka lindi ühendusasend külmub.Selle tulemusel töötab konveierilint inertsiaalsete tingimustega, mis erinevad normaalsel temperatuuril töötamisest.Seetõttu soovitame paigaldada raskusjõu vastuvõturulli lindile tagasisuunas;see suudab säilitada rihma õiget pinget ja hammasrataste õiget haardumist.Raskusjõu vastuvõturulli ei ole vaja teatud asendisse paigaldada;kõige tõhusama tulemuse annab aga selle paigaldamine nii suletuna kui veovõll.
Gravitatsioonistiilis ülesvõtt
Gravitatsioonistiili kasutamine võib kehtida järgmistel tingimustel:
Temperatuuri kõikumised üle 25°C.
Konveieri raami pikkus on pikem kui 23M.
Konveieriraami pikkus on alla 15 M ja kiirus on suurem kui 28M/min.
Katkendliku töö kiirus on 15M/min ja keskmine koormus on üle 115 kg/M2.
Gravity stiilis vastuvõturulli näide
Gravitatsioonistiilis vastuvõturulli pinge reguleerimiseks on kaks meetodit;üks on kontaktvõrgu longustüüp ja teine on konsooltüüp.Soovitame madala temperatuuriga keskkonnas kasutusele võtta kontaktvõrgu languse tüübi;kui töökiirus on üle 28M/min, soovitame teil kasutada konsooltüüpi.
Gravitatsioonilise vastuvõturulli standardkaalu korral peaks normaalne temperatuur üle 5 °C olema 35 kg/m ja alla 5 °C olema 45 kg/m.
Gravitatsioonilise vastuvõturulli läbimõõdu reguleerimiseks peaks seeria 100 ja seeria 300 olema üle 200 mm ja seeria 200 olema üle 150 mm.
Pikkuskonveier
VALEM:
LS=LS1+LS1 XK
LS1=LB+L/RP X LE
LB=2L+3,1416X(PD+PI)/2
| Sümbol | Spetsifikatsioon | Üksus |
| K | Temperatuuri kõikumise koefitsient | mm/m |
| L | Konveieri raami pikkus | mm |
| LB | Konveierilindi teoreetiline pikkus | mm |
| LE | Kontaktvõrgu languse vahetus | mm |
| LS1 | Rihma pikkus normaaltemperatuuril | mm |
| LS | Rihma pikkus pärast temperatuurimuutust | mm |
| PD | Veoratta läbimõõt | mm |
| PI | Tühiratta ketiratta läbimõõt | mm |
| RP | Tagasitee rulli samm | mm |
LE ja RP väärtuse kohta vaadake vasakpoolses menüüs olevat kontaktvõrgu langustabelit.
Temperatuuri variatsioonikoefitsientide tabel – K
| Temperatuuri vahemik | Pikkuste koefitsient ( K ) | ||
| PP | PE | Actel | |
| 0 ~ 20 °C | 0,003 | 0,005 | 0,002 |
| 21 ~ 40 °C | 0,005 | 0,01 | 0,003 |
| 41-60 °C | 0,008 | 0,014 | 0,005 |
Väärtuse selgitus
Näide 1:
Konveieri raami pikkus on 9000 mm;kasutatakse seeria 100BFE, mille laius on 800 mm, tagasivoolurulli vahe on 950 mm, veo-/tühiratta ketirattad valitakse seeria SPK12FC jaoks, mille läbimõõt on 192 mm, sõidukiirus on 15 m/min ja töötemperatuuri vahemik on -20 °C kuni 20 °C.Paigaldusmõõtmise arvutamise tulemus on järgmine:
LB = 2 × 9000 + 3,1416 × (192 + 192) / 2 = 18603 (mm)
LS1=18603+9000/900×14=18743
LS=18743+(18743×0,01)=18930 (Mõõtmed suurenevad kokkutõmbumisel)
Arvutuse tulemuseks on tegelik paigaldus 18930 mm
Näide 2:
Konveieri raami pikkus on 7500 mm;kasutatakse seeria 100AFP, mille laius on 600 mm, tagasivoolurulli vahe on 950 mm, veo-/tühiratta ketirattad on valitud SPK8FC jaoks, mille läbimõõt on 128 mm, töökiirus 20 M/min ja töötemperatuuri vahemik on 20 °C kuni 65°C.Paigaldusmõõtmise arvutamise tulemus on järgmine:
LB = 2 × 7500 + 3,1416 × (128 + 128) / 2 = 15 402 (mm)
LS1=15402+7500/900×14=15519
LS=15519-(15519 × 0,008)=15395 (vähendage rihma pikkust kuumpaisumisel)
Arvutuse tulemuseks on tegelik paigaldus 15395 mm.
Kontaktvõrgu sagimise tabel
| Konveieri pikkus | Kiirus (m/min) | RP (mm) | Maksimaalne SAG (mm) | Ümbritsev temperatuur (°C) | ||||
| Vajuma | LE | PP | PE | ACTEL | ||||
| 2 ~ 4 m | 1-5 | 1350 | ± 25 | 150 | 30 | 1-100 | - 60-70 | - 40-90 |
| 5-10 | 1200 | 125 | 30 | 1-100 | - 60-70 | - 40-90 | ||
| 10-20 | 1000 | 100 | 20 | 1-90 | - 50-60 | - 20-90 | ||
| 20-30 | 800 | 50 | 7 | 1-90 | - 20-30 | - 10-70 | ||
| 30-40 | 700 | 25 | 2 | 1-70 | 1-70 | 1-90 | ||
| 4 ~ 10 m | 1-5 | 1200 | 150 | 44 | 1-100 | - 60-70 | - 40-90 | |
| 5-10 | 1150 | 120 | 28 | 1-100 | - 60-60 | - 30-70 | ||
| 10-20 | 950 | 80 | 14 | 1-85 | - 40-40 | - 10-50 | ||
| 20-30 | 800 | 60 | 9 | 1-65 | - 10-30 | 1-80 | ||
| 30-40 | 650 | 25 | 2 | 1-40 | 1-60 | 1-80 | ||
| 10 ~ 18 m | 1-5 | 1000 | 150 | 44 | 1-100 | - 50-60 | - 40-90 | |
| 5-10 | 950 | 120 | 38 | 1-100 | - 50-50 | - 40-90 | ||
| 10-20 | 900 | 100 | 22 | 1-90 | - 40-40 | - 35-80 | ||
| 20-30 | 750 | 50 | 6 | 1-80 | - 10-30 | - 35-80 | ||
| 30-35 | 650 | 35 | 4 | 1-70 | - 5-30 | - 10-80 | ||
| 35-40 | 600 | 25 | 2 | 1-65 | 1-60 | 0 ~ 80 | ||
| 18 ~ 25 m | 1-5 | 1350 | 130 | 22 | 1-100 | - 60-60 | - 40-90 | |
| 5-10 | 1150 | 120 | 28 | 1-95 | - 50-50 | - 40-85 | ||
| 10-15 | 1000 | 100 | 20 | 1-95 | - 40-40 | - 30-80 | ||
| 15-20 | 850 | 85 | 16 | 1-85 | - 30-40 | - 30-80 | ||
| 20-25 | 750 | 35 | 3 | 1-80 | 1-60 | 0 ~ 70 | ||
Kui kiirus on üle 20 m/min, soovitame kasutada kuullaagrid, mis toetavad rihma tagasisuunas.
Olenemata kiiruse konstruktsioonist peaks ajami mootor kasutama kiiruse vähendamise seadet ja käivitama madalal kiirusel.
Parimaks vahemaaks soovitame väärtustada RP.Tegeliku disaini vahekaugus peaks olema väiksem kui väärtus RP.Tagastustee rullikute vahekauguse kohta leiate ülaltoodud tabelist.
Väärtus SAG on ideaalne maksimum;rihma elastsust tuleks kontrollida SAG väärtuse vahemikus.
Väärtus LE on teoreetiliselt rihma pikkuse lahutamise järel pikenev longus.